패널테크")
경질 폴리우레탄폼 단열재 생산(41)-불연속 샌드위치패널 생산(3)
다양한 충전 방법과 몰드 위치는 샌드위치패널 생산을 가능하게 합니다.
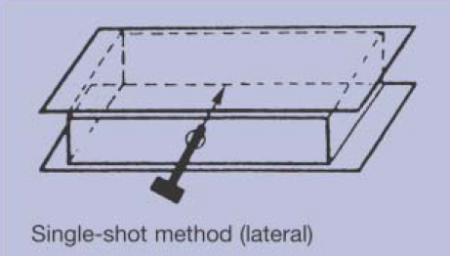
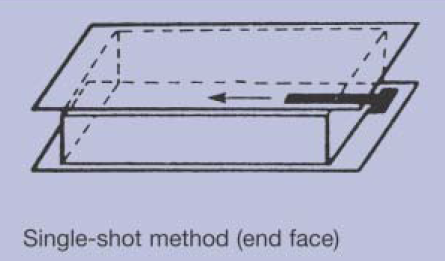
➀ 단일 샷 방법(single-shot method)
반응 혼합물은 하나의 충진 구멍을 통하여 한 번에 유입될 수 있습니다. 길고 매우 좁은 패널은 한쪽 끝에서 충전 구멍을 찾을 수 있다는 장점이 있습니다.
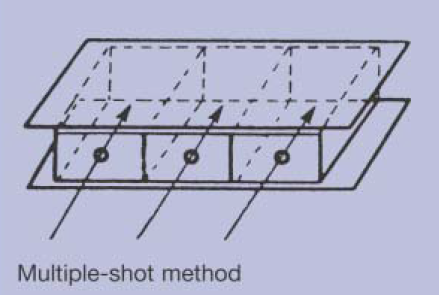
➁ 다중 샷 방법(multiple-shot method)
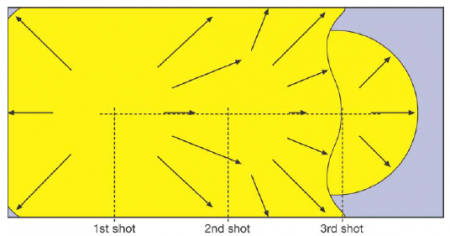
6m 이상 길이의 샌드위치패널을 생산할 경우, 반응 혼합물은 긴 측면의 유입 구멍을 통하여 다양하게 원료는 유입됩니다. 긴 발포 시간으로 인해, 첫 번째 샷(shot)에서 반응 혼합물은 필연적으로 상당히 발포할 것 이고, 마지막 샷(shot)에서 반응 혼합물은 발포가 시작될 것입니다. 이것은 오버 롤링(over-rolling), 표면에서 기포, 발포 폼의 치수 안정성 등의 문제를 야기할 수 있습니다.
아래의 그림은 3단계(수평 발포 위치) 방법에 의해 동공을 채우기 전에 발포 공정의 평면도입니다.
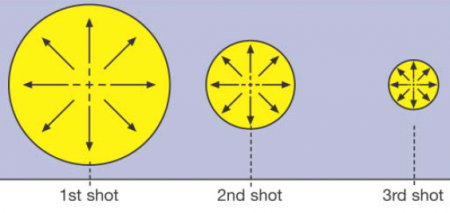
[세 번째 샷(shot) 후 여러 샷(shot) 방법으로 반응 혼합물의 분포 개략도(첫 번째 샷 40초 후)]
[다중 샷(shot) 동안 반응 혼합물의 팽창에서 오버 롤링(over-rolling) 개략도(첫 번째 샷 80초 후)]
이와 같은 문제점은 분할에 의해 몇 구획으로 동공을 구분하고 개별적으로 채움으로써 방지할 수 있습니다. 분할은 발포 압력의 축적과는 달리 자신의 위치에서 변위될 수 있으며, 자신의 위치에서 단단히 고정해야 경질 우레탄폼의 조성을 구성할 수 있습니다. 이 방법의 단점은 외장재를 통해 분할이 보인다는 것입니다.

[수동 샌드위치패널 제작용 핫프레스]
국내 경질 우레탄폼 단열재 제조설비 제작하는 K-산업(케이산업) 홈페이지입니다. 참고하시기 바랍니다.
다중 샷(shot) 방법의 단점은 Bayer AG와 Hennecke GmbH에서 개발된 설비 VarioCast 사용으로 방지할 수 있습니다. 이 공정은 랜스(lance, 긴 노즐), 회수 그리고 천공된 파이프 방법으로 사용됩니다.
아래의 그림은 경질 폴리우레탄 폼 단열재와 샌드위치패널 불연속 생산을 위한 분배 방법의 개락도입니다.
➂ 랜스 방법(lance method)
구멍이 뚫린 파이프는 몰드의 2/3 길이로 믹싱헤드에 부착되어있습니다. 주입구는 한 쪽에 위치하고, 랜스 (lance)는 충전하는 동안 몰드에서 서서히 빼냅니다.
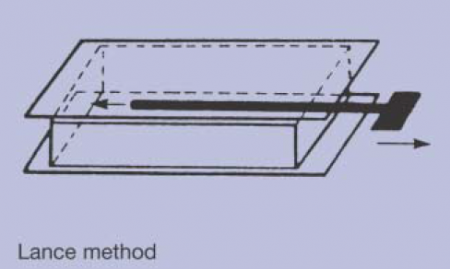
[랜스 방법(lance method)]
➃ 배출 방법(withdrawal method)
전체 믹싱 헤드가 처음부터 몰드 내부에 자리 잡고 있으며, 서서히 충전을 진행하고 빼내는 방법을 제외하고 랜스(lance) 방법과 유사합니다. 알맞은 믹싱 헤드(mixing head)는 여기에 필요합니다.
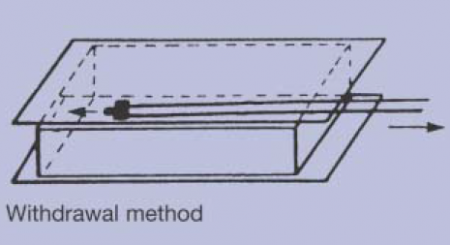
[withdrawal method]
➄ 멀티 배출 주입 (multiple-outlet pouring)
반응 혼합물은 구멍 뚫린 파이프를 통하여 개방된 몰드 위로 이동하면서 배출됩니다. 배출 후 즉시 닫을 수 있는 경첩이 달린 뚜껑을 눌러줍니다. 멀티 배출 주입 파이프는 Hennecke GmbH에서 공급하는 샌드위치패널 설비에 사용됩니다.
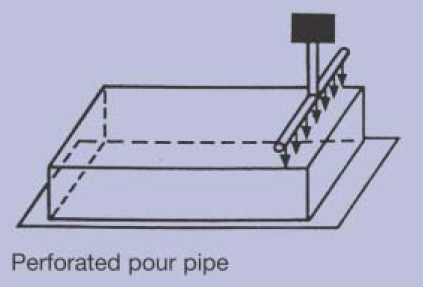 [perforated pour pipe method]
[perforated pour pipe method]

국내 경질 우레탄폼 단열재 제조설비 제작하는 K-산업(케이산업) 홈페이지입니다. 참고하시기 바랍니다.