패널테크")
2) 폴리이소시아누레이트(PIR)
폴리우레탄(PUR)과 폴리이소시아누레이트(PIR)의 주요 차이점은 후자에 많은 양의 이소시아누레이트 결합 구조가 존재한다는 것으로, 이 결합 구조는 폴리메트릭 이소시아네이트의 3개 분자의 삼량체에 의해 만들어집니다. 순수 폴리이소시아누레이트는 잘 부서지는 성질이 높아, 순수 PIR 폼의 실용적 적용을 제한합니다. 따라서 우레탄과 폴리이소시아누레이트 연결은 종종 폼으로 결합됩니다. 재료의 우레탄 성분은 원하는 물리적 특성을 제공하는 반면, 이소시아누레이트 성분은 필요한 난연성을 제공합니다.
우레탄 결합은 약 200℃에서 분리되는 반면 폴리이소시아누레이트(PIR) 결합은 약 350℃에서 분리됩니다. 이 차이는 또한 Dick et al에 의해 다른 양의 우레탄과 이소시아네이트 결합을 가진 여러 폼의 열량 측정(DSC) 동안 관찰되었습니다. 이소시아네이트/폴리올(NCO/OH) 비율은 우레탄과 이소시아누레이트 결합의 상대적인 양을 제어하기 때문에 PIR 폼의 구조 및 열 특성을 결정하는 데 중요한 역할을 합니다. Zhang et al은 NCO/OH의 몰비가 증가함에 따라 고온에서 질량 손실 및 안정성의 시작 온도가 증가합니다.
Gao은 이소시아누레이트 인덱스가 증가하면 폴리올 방출(주요 휘발성 생성물)이 감소하고 CO2 방출(이소시아누레이트 분해 생성물)이 증가한다는 것을 발견했습니다. Dick et al은 공기 및 불활성(N2) 환경에서 열 중량 분석(TGA) 테스트를 수행했습니다. 그들은 공기 중의 열화에서 350~500℃ 사이에서 안정성의 안정기를 발견했습니다. 그들은 또한 폴리머 내에서 발생하는 두 가지 주요 분해 또는 탈 결합 과정을 발견했습니다. 저온 공정(약 315℃)은 우레탄 결합을 끊고, 고온 공정은 이소시아누레이트 결합(450℃)을 끊습니다.
Vitkauskiene et al.은 폴리에틸렌 테레프탈산염 유래 방향족 폴리에스테르 폴리올을 기반으로 여러 PIR 폼을 생산하고, 이를 테레프탈산 기반의 시판 방향족 폴리에스테르 폴리올을 기반으로 한 PIR과 비교했습니다. PIR의 TGA 동안 두 개의 주요 피크를 발견했습니다. 첫 번째 피크는 190~240℃ 사이에서 난연성 Tris(1-클로로-2-폴리올) 인산염 증발로 인해 8~10% 질량이 손실되었습니다. 두 번째 피크는 약 330℃였으며 질량 손실은 약 30%였습니다.
3) 발포폴리스티렌(EPS)
발포폴리스티렌은 가열하면 녹는 열가소성 수지입니다. 폴리스티렌 제품은 난연제를 첨가한 후에도 많은 검은 연기를 생성하고 격렬하게 연소합니다. 폴리스티렌이 녹으면 화재시 방울(불꽃)이 발생할 위험이 있으며, 이는 소방관에게 위험이 될 수 있습니다. Baker는 EPS 분해 과정의 화학적 및 물리적 측면을 설명합니다.
EPS 단열재는 이러한 온도에 노출 지속 시간에 따라 80℃ 또는 90℃ 이상에서 부드러워집니다. 약 150℃까지 EPS 단열재는 수축하여 고체 폴리스티렌으로 원래의 밀도로 돌아갑니다. 더 가열하면 EPS 단열재가 액체로 녹고 200℃ 이상에서 가스를 형성하기 시작합니다. 이러한 가스는 360~380℃ 사이의 온도에서 점화될 수 있으며, 약 500℃에서 자체 점화가 발생합니다.
Griffin et al.은 공기 중에서 가열하는 동안 EPS 단열재의 3단계 분해 과정을 발견했습니다. Griffin et al.에 따르면 처음 두 단계는 275~375℃ 사이에서 발생하는 반면, 세 번째 단계는 가열된 공기 조건에서 350~450℃에서 발생합니다. EPS 단열재는 N2 환경에서 2단계 분해를 합니다. N2 환경에서 첫 번째 작은 피크는 약 120℃에서 볼 수 있으며 멸확한 질량 손실로 이어지지 않습니다. 377~417℃ 사이의 두 번째 단계(N2 환경)에서는 78.7%의 질량 손실이 발생하고 2,807J/g의 열 흡수가 이 단계와 관련이 있습니다.
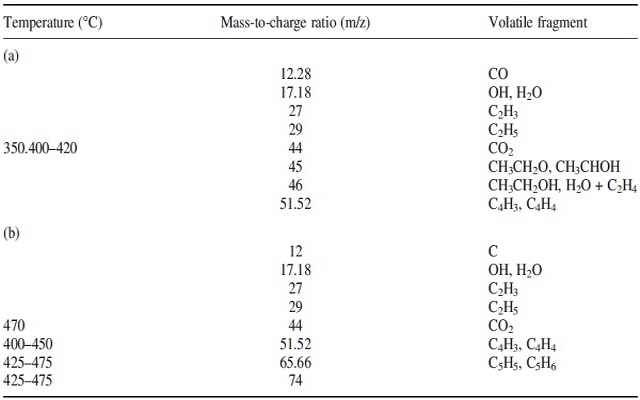
Jiao가 언급한 N2의 두 번째 단계의 온도는 Griffin외 연구진의 결과와 일치합니다. EPS 단열재는 탄화수소(H8C8)n으로 결국 CO, CO2 및 H2O로 분해됩니다. Jiao et al.은 아래 표에 표시된 가장 중요한 중간 제품을 제공합니다. 최종 제품은 비록 가연성이 아니지만, 일부 중간 제품은 가연성(표a)입니다. Gurman et al. 폴리스티렌 분해 과정에서 스티렌(이량체 및 삼량체), 톨루엔, 벤젠, 에틸 벤젠 및 α–메틸 스틸렌, 벤즈알데히드 및 벤조산의 소중합체의 존재를 언급했습니다.
4) 압출폴리스티렌(XPS)
압출 폴리스티렌은 기본 재료가 EPS 단열재와 동일하지만 생산 방법이 다르다는 것을 의미합니다. XPS 단열재는 연속 압출 공정으로 생산되며, 발포제가 첨가되어 폐쇄 셀 재료를 생산합니다. N2 환경에서 2단계 열 분해를 제공합니다. 첫 번째 단계(228~298℃)는 7.10%의 질량 손실을 가집니다. 두 번째 단계는(342~456℃)에서는 87.6%의 질량 손실이 발생하며, 수행된 DSC(열량측정)는 1,153J/g의 열흡수 피크를 나타냅니다. 상기 표(b)는 XP S를 가열할 때 화재 방출물에서 가장 가연성이 높은 가스를 보여줍니다.
5) 미네랄울단열재
그라스울단열재 및 미네랄울단열재와 같은 단열재는 무기 재료입니다. 미네랄울단열재 자체는 최대 600℃까지 적용할 수 있기 때문에 열적으로 안정적인 것으로 간주할 수 있습니다. 내화성이 가장 높은 등급인 유럽 13501-1 표준에 따라 Class A 재료로 등급이 매겨져 불연성이라고 부르기도 합니다. 미네랄울단열재의 주 성분은 각질암(85%m/m), 석회암(<6%m/m) 및 다양한 산화칼슘(<9%m/m)입니다. 미네랄울은 이러한 혼합물을 녹이고, 이 녹은 혼합물을 외부 표면에 미세한 구멍이 있는 원통형 탱크에서 원심 분리하여 생산됩니다. 이 구멍을 통해 빠져 나가는 녹은 화합물은 주변 공기에 의해 냉각되고 두께가 5~10㎛인 고체 형성 섬유가 됩니다.
다음 단계는 섬유를 기계적으로 압축하여 압축된 판을 형성하는 것입니다. 평평하게 섬유를 유지하기 위해 수지가 주입됩니다. 이 수지는 250℃의 온도에서 경화되어 보드에 강도를 부여합니다. 미네랄울단열재에 사용되는 수지는 일반적으로 우레아–페놀–폴름알데히드 기반 용액이며 양은 일반적으로 약 1~2%m/m입니다. Balcerowiak et al.은 페놀–포름알데히드 우레아 바인더의 열 안정성에 대한 연구를 수행하였으며, 이 결과 열 안정성의 온도는 노출 시간에 따라 단기 노출(1분)에서 장기 노출(200분)시 190℃까지 감소한다는 것을 보여줍니다.
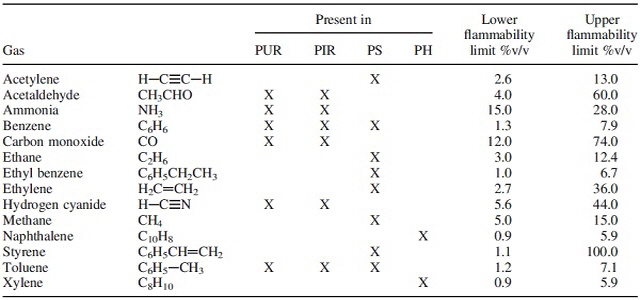
또한 샌드위치판넬에 미네랄울단열재를 적용할 때, 레진을 사용하여 스킨을 판넬의 단열재에 붙이기 때문에 가연성이 될 수 있습니다. 상기 표[폴리우레탄(PUR), 폴리이소시아누레이트(PIR), 폴리스티렌(PS) 및 페놀 수지(PF)의 분해 중에 존재할 수 있는 화재 유출물의 가연성 범위(모든 유출물이 각 물질에 존재하는 것은 아님)] Matheson 가스 데이터 북에 나와있는 것처럼 페놀 수지의 일부 유출물에 대한 가연성 한계를 찾을 수 있습니다.