패널테크")
출처: http://www.cit.nihon-u.ac.jp/laboratorydata/kenkyu/publication/report/69.pdf
페놀수지는 내열성, 내염성 및 연소 중 연기가 적다는 장점으로 페놀수지는 건축 분야에 사용하기 적합한 재료를 만듭니다. 이 자료는 압출 발포기술을 개발하여 페놀폼 복합재를 발포하는 방법을 제시합니다. 이러한 페놀폼 복합재는 모체인 폼 타입의 페놀수지와 보강재인 유리섬유로 구성됩니다. 페놀폼 모체를 몰딩할 때, 발포동안 뿐만 아니라 발포까지 시간을 관리하고 및 뜨거운 페놀수지를 압출하기 위해 금형의 온도를 관리하는 것이 중요합니다.
또한, 페놀수지와 경화제를 균일하게 공급하는 것도 중요합니다. 새로운 공급 장치는 이 목적을 위해 개발했습니다. 이 자료는 목재와 비교하여 페놀폼의 기계적 강도를 제시합니다. 페놀폼 복합재는 천연 목재와 매우 유사한 건축 분야에서 사용될 가능성이 있다는 것이 밝혀졌습니다.
1. 서론
페놀수지는 저렴하고 다양한 종류의 레진 중에서 우수한 기계적 강도와 전기적 비전도성의 장점을 가지고 있기 때문에, 사출 발포나 라미네이션 몰딩을 통해 페놀수지로 만든 제품은 다양한 엔지니어링 분야에서 작은 부품으로 사용되어 왔습니다. 또한 페놀수지는 내열성, 내염성 및 연소 중 연기가 적다는 추가적인 이점을 가지며, 이러한 장점은 페놀수지가 건축 분야에서 적합한 재료가 되게 합니다. 이러한 이유로 페놀수지로 만들어진 패널은 내화성 및 내열성 재료로 사용되었습니다.
그러나 무게는 매우 경량이나 기계적 강도는 주요 구조 부재만큼 충분히 강하지 않습니다. 페놀폼 샌드위치패널(판넬)의 기계적 강도를 증가하기 위해 폼 형태의 페놀수지로 구성된 페놀릭 폼 복합재와 유리 보강재를 개발했습니다. 이러한 복합재는 추가적인 무게 절약, 충격 흡수, 높은 단열성 및 난연성을 나타냈습니다. 또한 이러한 복합재는 팽창성을 인해 공간 구조물 분야에 적용될 가능성이 있습니다.
2. 페놀폼 복합재의 발포 방법
1) 발포 및 압출의 개요
페놀폼 복합재를 발포하는 경우, 임의의 길이로 균일한 단면을 갖는 FRP 합성물을 만들 수 있는 압출 기술은 FRP 합성물의 단면에 있는 섬유들의 부피와 배열이 거의 일정하게 유지될 수 있기 때문에 매우 유용합니다. 우리는 그림1과 같은 새로운 압출설비 시스템을 개발했습니다. 이 시스템은 32mm×52mm의 동일한 면적을 갖는 복합재를 발포할 수 있습니다.
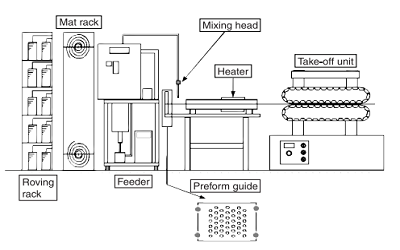
[압출설비]
종래의 압출 발포 방법에서, 순환 랙(roving rack)으로부터 압출된 유리 순환은 스틸 금형에 도입되기 전에 금형에 수지를 주입하거나 금형 내부에 수지를 주입했습니다. 발포제로 디클로로 메탄을 함유하는 페놀수지를 모체로 사용하는 경우, 금형에 발포제를 함유한 페놀수지가 몇 분 안에 발포되기 시작했기 때문에 위에서 언급한 두 가지 방법을 모두 사용할 수 없었습니다. 발포제를 함유하는 페놀수지를 경화제와 혼합하면, 화학 반응에 의해 혼합 수지의 온도가 상승했습니다.
발포제의 비점 온도가 39.8℃에 도달하면, 혼합된 페놀수지가 발포되기 시작하여 점점 단단해졌습니다. 압출법에 의해 페놀폼 복합재를 발포하기 위해서는 발포를 시작하기 전에 유리섬유가 혼합된 페놀수지에 충분히 주입되어야합니다. 이 때문에 발포제를 함유하는 페놀수지를 경화제와 혼합하고, 이 혼합 페놀수지를 균일하게 공급하여 유리섬유에 함침시키는 방법을 개발했습니다.
금형에서 혼합 수지의 연속적인 발포 시작을 제어하기 위해, 발포공정 상태를 검사하고 발포제 대 경화제의 적절한 양의 비율을 결정해야합니다. 발포 전에 발포 동안의 시간을 제어할 조건을 결정했으며, 이 시간은 압출발포의 당김 속도에 영향을 미쳤습니다. 또한 환경 온도를 제어함으로써 발포 전후의 혼합 페놀수지의 충분한 팽창률을 얻었습니다.
2) 발포실험 결과
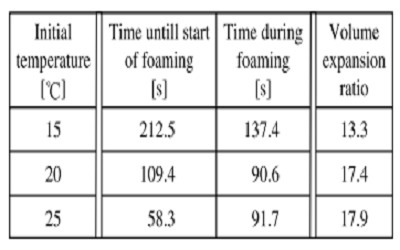
압출 방법에 복합 구성의 페놀폼을 적용하기 전에 폼의 반응이 명확해야합니다. 또한 충분한 함침을 보장하기 위해 가능한 더 많이 발포될 때까지 시간을 연장해야합니다. 비이커에 11g의 발포제를 포함하는 111g의 페놀수지에 22g의 경화제를 첨가하고, 이 양의 조합은 다수의 시험에 의해 최종적으로 얻었습니다.
그 후 발포까지의 시간과 발포 형성 동안의 시간을 3가지 초기 온도 하에서 조사했습니다. 비이커에서 혼합 수지의 부피비는 또한 팽창 전후에 측정되었습니다. 표는 3가지 종류의 초기 원주 온도에서 실험 결과를 보여줍니다. 초기 온도가 낮을수록 발포 시작 시간이 느려집니다. 또한 초기 온도가 낮을수록 체적 팽창률이 작아집니다.
특히 초기 온도가 15℃인 경우 팽창비가 감소했습니다. 혼합된 수지의 온도가 발포 가스의 확산 속도에 영향을 미쳤고, 초기 온도가 낮을수록 페놀수지에서 기포의 성장 속도가 감소되었습니다. 결과적으로 혼홥된 페놀수지의 낮은 초기 온도는 발포될 때까지 시간을 연장시킬 수 있었지만 부피 팽창률을 감소시켰습니다.
발포 중 높은 환경 온도가 부피 팽창률에 미치는 영향을 조사하기 위해, 비이커에서 혼합된 페놀수지는 이 혼합된 수지가 발포되기 시작한 직후 가열되었습니다. 비이커는 발포동안 60℃의 뜨거운 물에 담갔습니다. 혼합 페놀수지의 온도 변화를 나타냅니다. 초기 온도가 15~20℃인 경우, 혼합 페놀수지의 온도는 발포 시작 직후에 증가하였고, 팽창률도 초기 온도가 낮음에도 불구하고 증가하였습니다.
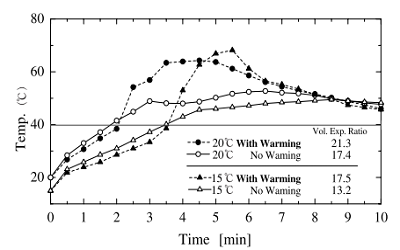
[발포동안 시간과 온도 관계(초기 온도 15~20℃)]
3) 공급 장치와 믹싱 헤드
페놀폼 복합재를 발포하기 위한 독창적이고 적합한 공급 장치를 개발했습니다. 이 공급 장치는 그림과 같이 RIM 방법을 기반으로 설계되었습니다. 이 공급 장치는 발포제 및 경화제를 함유하는 페놀수지를 개별적으로 저장 및 펌핑할 수 있습니다. 수지 및 경화제는 임의의 온도로 예열될 수 있습니다. 이 기계는 수지와 경화제를 일정한 속도로 혼합 헤드에 공급할 수 있습니다.
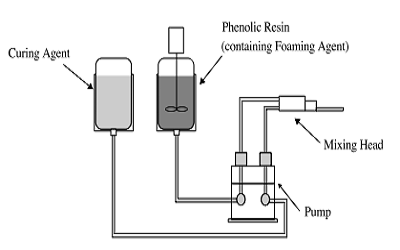
[공급시스템]
수지와 경화제를 충분히 혼합할 수 없는 경우에는 발포 시간과 공정이 불안정할 것입니다. 이러한 이유로 혼합 공정이 매우 중요합니다. 아래 그림과 같이 혼합 헤드에 난류 혼합과 정적 혼합을 사용했습니다. 그 결과 균일하게 혼합된 페놀수지가 쉽고 확실하게 얻어지고 약 45g/min의 속도로 공급되었습니다.
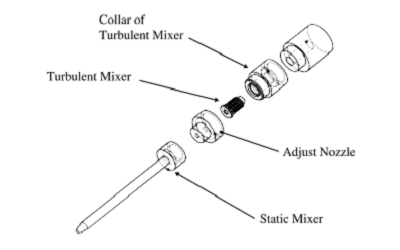
[혼합 헤드]
공급 기계에서 공급되는 혼합 페놀수지는 발포 전에 유리섬유에 담가야합니다. 다음으로 발포 타입 수지를 사용하기 때문에 수지의 양이 일반적인 압출 발포 복합재보다 적었고, 유리섬유의 양은 수지의 양에 따라 감소됩니다. 결과적으로 유리섬유의 부피 분율은 약 6%에 도달했습니다. 함침을 위해 수지조 대신 일정 크기의 몰드를 사용했습니다. 일정한 크기의 몰드는 금형 앞에 놓고 일정한 크기 몰드 내부의 도랑을 따라 유리섬유로 혼합된 페놀수지를 함침하도록 고안되었습니다. 결과적으로 부피가 큰 순환을 혼합된 페놀수지로 충분히 함침시키는 것이 가능했습니다.
4) 금형 온도조절
비이커의 실험 결과로부터 얻은 온도 변화가 금형 내부에서 실현될 수 있다면, 유리섬유와 함께 혼합된 수지를 함침시키기 충분한 시간 및 압출 발포에서 적절한 팽창률을 발생하는 온도를 얻을 수 있습니다. 이 온도 변화를 실현하기 위해 금형 뒷면에 4개의 히터를 설치하여 금형을 최대 60℃까지 예열하고 금형 전면을 4개의 수도관으로 냉각했습니다.
그 결과 아래 그림과 같이 금형 전면부의 온도가 20℃로 설정되었고, 뒷부분은 60℃로 설정되었으며 금형을 침지와 발포의 두 부분으로 나누어서 압출법으로 하는 것이 가능했습니다.
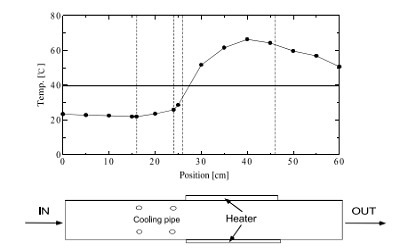
[금형의 온도 분포]
압출 발포동안 금형 내부의 혼합된 수지의 온도를 알면, 혼합된 수지가 발포를 시작하는지 여부를 쉽게 파악할 수 있습니다. 혼합 수지의 온도를 측정하기 위해, 금형을 통과하는 유리섬유의 중심 및 표면 근처에 각각 2개의 열전대가 삽입되었습니다. 표면 근처의 혼합수지 온도가 갑자기 증가하고 표면 수지가 금형 뒷면에서 40℃에서 발포되기 시작했습니다.
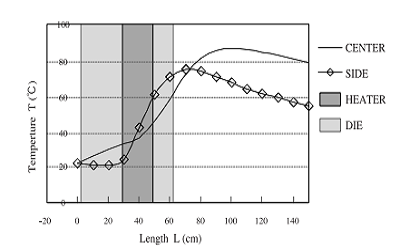
[발포 중 금형의 온도 변화]
그러나 단면 중심부의 수지 온도는 점차 높아졌습니다. 이는 혼합수지의 중심과 표면 사이에서 발포의 시작이 다르다는 것을 의미했습니다. 균일하고 더 높은 밀도를 갖는 복합재를 제조하기 위해, 내부 및 표면의 온도가 적절하게 관리되어야합니다.