패널테크")
(2) 제조
섹션 2) EPS 판넬 제조에서 언급한 바와 같이 뉴질랜드의 EPS는 호주의 제조 표준인 AS1366. 3으로 생산되며, 여섯 개의 물리적 특성에 대한 성능 요구 사항이 각기 다른 등급 또는 등급(SA, 1992)을 충족하도록 규정되어있습니다.
◈ 참고: http://www.thermalps.com.au/imagesDB/wysiwyg/TDS_Expanded_Polystyrene.pdf
EPS가 제조되는 중합반응 과정에서 직경이 약 0.5~1.0mm인 설탕 알갱이 크기의 반투명 구형 비드가 생성됩니다. 이 제조 과정에서 “발포제(blowing)”이라고 불리는 저 비점 탄화수소 펜탄이 비드에 주입됩니다.

펜탄은 생산 공정의 후속 단계(PINZb)에서 비드 팽창에 필요합니다. 뉴질랜드 시장에서 사용되는 모든 EPS 비드는 호주 또는 아시아의 제조업체로부터 수입합니다.
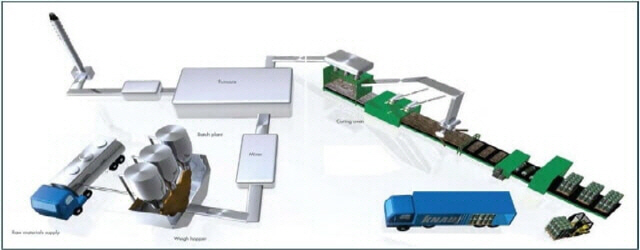
EPS 제조 공정에는 세 가지 주요 단계가 있습니다.
① 첫 번째 단계에서 폴리스티렌 비드는 원래 체적의 약 40~50배인 중공 구체를 형성하도록 팽창됩니다. 캡슐에 넣어진 펜탄을 이용하면, 비드는 pre expander 라고 불리는 밀폐된 용기에서 약 100℃로 가열하면서 끊임없이 교반됩니다. 제조 공정의 이 단계에서 EPS의 밀도가 관리됩니다. 일반적으로, 동일한 원료 비드의 경우, 비드가 pre expander 되는 시간이 길수록 팽창된 비드의 직경이 더 커지고 EPS 밀도가 낮아지며, 그 반대의 경우도 마찬가지입니다.
팽창된 비드 직경이 클수록 구형 비드의 고체 폴리스티렌 벽 두께가 적어지고, 단위 부피당 폴리스티렌 함량이 감소합니다.

예비 발포된 비드는 유동층 건조기에서 냉각 및 건조된 다음, 공압 장치로 이동하거나 기계적으로 저장 장치의 사일로로 이동합니다.
② 숙성 단계는 이 과정의 두 번째 단계입니다. 비드가 안정될 수 있도록 미리 팽창된 비드를 약 24시간 동안 사일로 안에 유지해야 합니다. 예비 발포된 비드의 단열재는 부분적으로 진공 상태에 있고, 숙성 과정에서 공기는 구슬의 폴리스티렌 벽을 통해 서서히 확산되어 펜탄 발포제의 대부분을 대체하여 평형에 도달합니다.
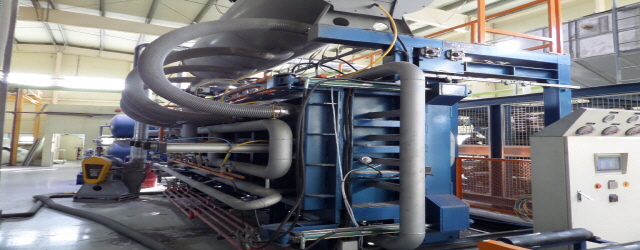
EPS 판넬의 제조와 관련하여, EPS는 블록 성형되고, 즉 길이가 3,600mm, 폭이 1,000mm이고 두께가 600mm인 블록입니다.
후반 공정의 첫 단계 또는 2차 가공은 가마 건조입니다. 성형 블록은 밀폐된 가마에서 약 70°C의 온도로 3~7일 동안 건조시킵니다. 가마 건조 과정에서 모든 수분이 블록에서 빠져나가고, 블록은 크기가 안정된 크기로 줄어들고 펜탄의 최종 잔유물은 셀 비드에서 제거됩니다.
EPS 판넬 제조 이전에 필요한 최종 2차 공정은 블록을 시트로 절단하는 것입니다. 일반적인 절단 공정은 작은 지름의 핫 와이어 커터를 사용하는 것입니다. 고 저항 금속 와이어는 블록의 600mm 깊이에 걸쳐 좌우로 간격을 두고 전류를 가함으로써 가열됩니다. 가열된 와이어는 1,000mm 블록 너비에 걸쳐 펼쳐진 가열된 와이어를 블록 길이를 따라 지나가므로 필요한 두께의 시트를 만듭니다.

습기가 가마 건조로 EPS 블록에서 제거되지 않으면, 가열된 와이어 커터로 블록 길이를 따라 통과하면서 냉각됩니다. 이로 인해 와이어가 방해가 되어 표면이 거칠고 고르지 않게 됩니다. 이러한 EPS 단열재는 표면 결함이 현저한 EPS 판넬로 이어집니다. 특히 단열재 두께의 엄격한 제어는 단열재 맞대기 조인트 우수한 품질의 EPS 샌드위치패널을 생산하는데 중요합니다.
가마 건조로 EPS 블록에서 잔류 펜탄이 제거되지 않으면, 열선 절단 중에 발포제 가스가 발화될 위험이 있습니다.
(3) 대체 핵심 재료
현재 뉴질랜드에서 생산된 모든 샌드위치판넬에는 EPS 단열재가 있습니다. 그러나 국제적으로, 각기 다른 특성을 지닌 다양한 단열재가 있습니다. Cooke과 Day는 대안에 대한 요약을 제공합니다.
EPS와 가장 유사한 대체 단열재는 압출 폴리스티렌 폼(XPS)이라는 사출 성형재료입니다. XPS는 제어된 고온 및 고압에서 발포제 및 첨가제와 고체 폴리스티렌 녹여 형성됩니다. 고 점성 액체는 금형과 팽창을 통해 압출되면 일정한 폐쇄된 셀과 매끄러운 외피를 만들어 냅니다. 육안으로 보면, 재료는 EPS의 가시적인 세포 구조와 다른 균질하게 일관성을 지니고 있는 것으로 보입니다. XPS는 EPS와 비슷한 화재 성능을 가지고 있습니다.
우레탄폼은 샌드위치판넬 제조에 사용되는 또 다른 단열재입니다. PU는 이소시아누레이트와 알코올 및 후속 중합의 반응에 의해 생성됩니다. 폴리우레탄폼은 일반적으로 발포제로 이산화탄소(국내는 펜탄 또는 HCFC-141b)를 사용하며, 약 30kg/m³의 밀도로 생산되고 약 5%의 오픈 셀(open cell)을 형성하고 있습니다. 최대 120°C까지 온도에서 견딜 수 있고, 220°C에서 탈 중축합 공정으로 인한 분해가 시작되며 원래의 이소시아누레이트 모노머 및 알코올을 형성합니다.
형성되는 가연성 가스는 약 300°C에서 점화될 수 있고, 약 400°C에서 자체 점화됩니다. 폴리우레탄폼(PU)이 연소할 때, 밝은 황색의 발광 불꽃이 발생합니다.

샌드위치판넬의 생산에 사용되는 단열재의 다음 유형은 폴리이소시아누레이트(PIR)라는 폴리우레탄의 복합재입니다. PIR은 이소시아누레이트가 과도하게 사용되는 경우를 제외하고는 PU와 동일한 초기 물질로 형성되어 있습니다. 이소시아누레이트의 촉매 삼량체화 반응이 일어나 이소시아누레이트 고리를 형성 합니다.
중합 공정은 강성 및 열 안정성이 증가된 매우 안정적인 3 차원 PIR 구조를 형성하며, PU와 비교했을 때 인화성이 감소됩니다. PIR의 온도 저항은 PU보다 20~50°C 높습니다. 소량의 가연성 가스와 연소 중 연기 생산량이 적은 PU와 비교하여 PIR에 대해 소량의 탈 중축합(분자량이 큰 화합물을 생기게 하는 축합)이 발생합니다. PIR은 점화원에서 멀리 떨어져 경질우레탄폼을 단열시키는 탄소성 탄화층을 형성합니다.
샌드위치판넬의 단열재로 사용되는 또 다른 재료는 페놀폼(phenolic, PF)입니다. 이 재료은 단단하고 부서지기 쉽고, 최소 25% open cell이기 때문에 혼합 cell로 분류됩니다. 페놀폼(phenolic, PF)의 표준 밀도는 40~100kg/m³입니다. 온도 저항의 지속성은 130°C이지만, 그러나 이 재료는 단기간 최대 250°C까지 온도에서 견딜 수 있습니다. 270°C 이상의 온도에서 소량의 휘발성 가스가 분해되어 생성됩니다.
이 가연성 가스는 몇 초 동안 연소됩니다. 400°C 이상에서는 페놀폼(phenolic, PF)은 계속해서 밝은 열이나 빛을 일으키지만, 화염이나 자체 발화 는 아닙니다. 점화원이 제거되면 페놀폼(phenolic, PF)은 계속해서 연기가 날 것이며, 그러나 아주 적은 연기가 발생하고, 안정적인 탄화층이 남습니다.
샌드위치판넬에 사용되는 다른 두 가지 단열재는 두 가지 모두 발포 플라스틱이 아닙니다. 이들 중 첫 번째는 미네랄울단열재입니다. 미네랄울단열재는 불연성 무기 섬유로 만들어져있습니다. 미네랄울단열재를 만들기 위해 두 가지 유형의 섬유를 사용할 수 있습니다. 그라스울단열재는 큰 용기에서 실리카 모래를 녹인 다음 저칼로리 바인더로 시트 형태로 결합된 털실 모양의 필라멘트로 회전시켜 생산됩니다. 미네랄울단열재의 섬유화 공정과 유사하지만, 원료는 현무암 (basaltic rock)입니다.
이 과정의 한 가지 차이점은 화산암이 섬유질로 바뀔 때 ‘shots’이라고 불리는 고체 암석 조각도 포함되어 있습니다. 이 조각은 열 성능에 영향을 미치지 않지만, 단열재의 중량을 크게 증가시킵니다. 샌드위치판넬 단열재로 사용할 경우, 섬유는 샌드위치판넬 표면에 수직이 되어 샌드위치판넬에 최적의 강도를 제공합니다. 미네랄울단열재는 열효율이 매우 낮기 때문에 냉동 창고 건설에 단점이 있습니다.
샌드위치판넬 제조에 사용되는 비 발포폼 단열재는 셀룰라 그라스(cellular glass) 또는 발포 유리(foamed glass)라고 합니다. 이것은 알루미노 규산염(aluminosilicate)으로 제조된 완전 유리 소재로 폐쇄형 셀 구조입니다. 이것은 완전히 무기질이며, 어떤 바인더나 충전제도 포함하고 있지 않기 때문에 불연성이며, 가열해도 유독 가스를 발생하지 않습니다. 이 재료는 약 500°C의 최고 사용 온도를 가지며 수증기는 통과 하지 못합니다.